
Sorter Hardware
Sortation conveyors provide a means of diverting a product from one conveyor line to another. Using controls and multiple sortation conveyors, products can be sorted by diverting the product to the appropriate conveyor. We will be explaining the various types of equipment and processes in this article.
Induction and Merge Conveyor Equipment
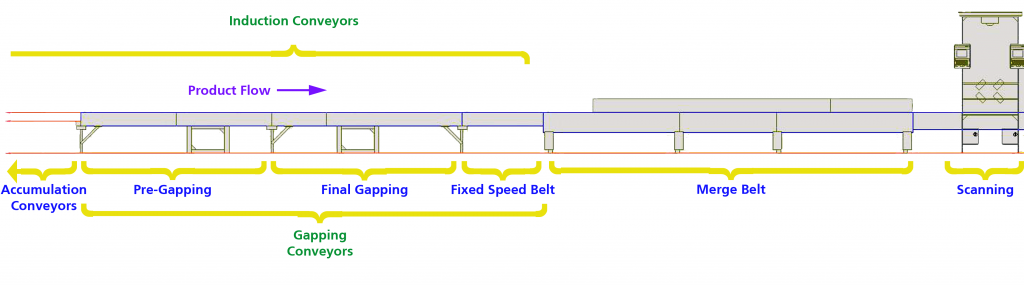
Induction conveyors are comprised of an accumulation conveyor and gapping or metering conveyors. The accumulation conveyor is a constant-speed conveyor and feeds the gapping conveyors. The gapping conveyors have three sections: the pre-gapping section, the final gapping section, and the fixed speed section. The gapping section supplies product to the merge section.
Accumulation
Accumulation conveyor components consist of a flat belt, carrier rollers, low-friction roller bases called “skate assemblies,” and a drive motor with a reduction gearbox.
Flat Belt
The flat belt runs constantly along the length of the conveyor and is the power source for roller movement and product flow.
Carrier Rollers
Carrier rollers are drive rollers and provide constant product flow to the gapping section.
Low-Friction Roller Bases
Low-friction roller bases, or skate assemblies, use air pressure to force contact between the flat belt and the carrier roller, causing roller movement.
Drive Motor with Reduction Gearbox
The drive motor turns the reduction gearbox. The gearbox drives the flat belt.
Gapping
Components of the gapping conveyor, which is also known as the metering conveyor, include flat belts, drive and idler rollers, and a servo-motor.
Flat Belt
The flat belts transport product from the accumulation conveyor and deliver it to the merge section. Product is gapped, or spaced, on the gapping conveyor.
Rollers
Rollers are mounted at each end of a flat belt conveyor section. A drive roller creates flat belt motion, while an idler roller is used for belt tension and tracking.
Servo-motor
The servo-motor is used to move the drive roller. The servo-motor design allows the conveyor speed to rapidly change, thereby creating gaps between products on the conveyor.
Merge Conveyor
The merge conveyor receives products from the two gapping conveyor lines and merges both lines into one. The product is delivered to the scanning section in single file, ready for sortation.
Components of the merge conveyor include: a flat belt, drive and idler rollers, a package guide rail, a round belt, drive and idler pulleys, and a drive motor with a reduction gearbox.
Belts, Rollers, and Pulleys
Two lines are merged on the flat belt with help from the guide rail and round belt.
Flat Belt
The flat belt transports product from the gapping conveyor, merges the product, and delivers the product to the scanning section. There are two types of rollers: drive and idler. The drive roller creates flat belt motion, while the idler roller is used for belt tension and tracking.
Round Belt
The round belt travels at equal speed with the flat belt. The round belt helps the package move smoothly along the guide rail without friction for a smooth merge. There are two types of pulleys: drive and idler. The drive pulley creates round belt motion, while the idler pulley is used for belt tension.

Motor/Reducer
The motor and the reduction gearbox use a drive chain and sprockets to create belt motion, thus transferring packages over the merge conveyor.
Sortation Conveyor Equipment and Power and Control Apparatus
The sortation conveyor is used to convey product from the scanning section to a take-away conveyor. Components used to accomplish this include a roller chain, aluminum slats, divert shoes, a diverter gate, and a charge bed.
Roller Chain and Slats
The slats are bolted to a bracket and used as a conveying surface. The bracket has a polyurethane wheel attached to it. The bracket is pinned to the roller chain. The roller chain transports slats along the sorter conveyor.
Divert Shoes
Each slat contains a divert shoe. Shoes move across the slat freely and are used to push the product onto a take-away conveyor. Divert shoes are controlled by a guide bar in the sorter bed.
Magnetic Diverter Gate
When the magnetic diverter gate is energized, it redirects the divert shoes onto the divert path along the guide bar to change product direction.
Charge Bed
The charge bed consists of a photoeye, a pulse position indicator, or PPI, a seamless flat belt, and rollers. The charge bed is belt-driven from the sorter conveyor and has no motor. The charge bed transfers products onto the sorter conveyor.
A photoeye detects the package and updates package location to the RapidSORT Controller Conventional or RSCC. A PPI measures the package’s length and reports it to the RSCC, which determines the number of divert shoes needed. The seamless flat belt transfers product from the scanning section to the sorter conveyor. The charge bed contains two types of rollers: drive and idler.
Power and Control Apparatus
A control cabinet supplies a 480-volt line voltage to all sorter support equipment motors, variable frequency drives, and transformer controls.
Oiler
The oiler lubricates the chain and polyurethane wheels on the sorter using oil-saturated pads. Oil is metered through adjustable needle valves. The oiler pump is electrically controlled by the programmable logic controller, or PLC.
Slack Chain Detector
The slack chain detector is a proximity sensor located at the bottom of the side frame chain inspection window. The proximity sensor activates a slack chain indicator, which is activated continuously in the event of excessive chain slack.
Scanner
The overhead barcode scanner scans each package’s barcode label and sends that information to the RSCC for tracking and delivery purposes.
Conveyor Interface Signals
Conveyor interface signals are collected and distributed by the PLC. Interface signals include input signals and output signals. Inputs may come from photoeyes, sensors, and other control devices. Outputs may go to control alarm devices, indicators, and motor controls.
Photoeyes
Photoeyes, used in the sorter, include the long-range laser photoeye, the take-away conveyor back-up photoeye, and the package jam detect photoeye. The long-range laser photoeye is used as a sorter safety shutdown. The detection of personnel by the photoeye will shut down the sorter conveyor.
The take-away conveyor back-up photoeye detects a back-up on the take-away conveyor and sends future products to recirculation until this photoeye is cleared. The package jam photoeye detects a package jam along the sort bed. If a package blocks the eye for a predetermined time, the conveyor will shut down.
Variable Frequency Drives
Variable frequency drives, or VFDs, control the speed, torque, and horsepower of an alternating current, or AC, motor. In the sorter, a VFD is used to match conveyor speeds for smooth product flow and transfer of packages.
The expert consultants at Technology Transfer Services are available to assist you with anything industrial related, including Conveyor Systems. Give us a call today at (813) 908-1100 to see what TTS can do for you!